| 全國免費谘詢熱線(xiàn) 13946958488 |
| 全國免費谘詢熱線(xiàn) 13946958488 |
聯係人:陳經理
手 機(jī):13946958488
網 址:www.fszebanwj.com
地 址:安達市高速路橋下南側200米
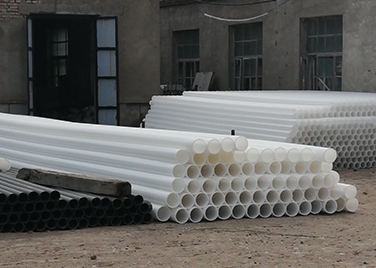
冬天的寒冷(lěng)通常會給工程施工產生各式各樣的艱難,管道鋪設工程項目進到冬(dōng)季施工(gōng)措施情況後(hòu),也務必依照冬季施工措施技術規範來開展(zhǎn)工程施工(gōng)。塑料管的電焊(hàn)焊接工(gōng)作是管道鋪設工程項目中的關鍵操縱階(jiē)段(duàn),在(zài)冬天當然變(biàn)成了頭等大事(shì),大慶塑(sù)料(liào)管廠帶大家來認識一(yī)下:

1、提(tí)升焊前預熱溫度
為緩解因低溫環境(jìng)發熱量的流失(shī),塑料管預(yù)熱的範疇由標準規定的坡(pō)口兩邊各75mm,增加為:坡口兩邊各120mm,預熱溫度為100-120℃。溫度檢測選用數字顯示(shì)紅外線(xiàn)測溫儀,並在距管口徑向100mm—120mm處準確測量(liàng),需準確測量勻稱圓(yuán)周上的8個點。預熱進行後應該馬(mǎ)上開展根焊道的電焊焊接。
2、保證層間溫度對策
標準規定:焊條層間溫(wēn)度≥80℃;其他焊道層間溫度≥60℃;為保證層(céng)間溫度,各層焊道(dào)電焊焊接(jiē)務必緊湊,前一道工藝流程進行後(hòu),馬上(shàng)開展下道工序。在各層焊道(dào)電焊焊接前,需準確測量勻稱圓周(zhōu)上的(de)8個點。層間溫度小於標(biāo)準規定時(shí),選(xuǎn)用火焰加熱器開展再(zài)次預熱,並(bìng)保證纖維素焊條層間溫(wēn)度(dù)≥80℃、其他焊道層間溫度≥60℃。加大預熱(rè)及層間溫度的采集,每道焊口預(yù)熱、各層焊道在施焊前的(de)層間(jiān)溫度務必開展準(zhǔn)確測量(liàng)並記(jì)錄(lù)。
3、PE管(guǎn)焊後隔熱保溫
當環境(jìng)溫度(dù)小於5℃時,應采用焊後在焊道上蓋上保(bǎo)溫被的(de)對策以避免 焊道急驟降溫,保溫被(bèi)為石(shí)棉被。具體方法是:用噴燈烘烤石棉被至80℃之上,隨後馬上將進行的焊口趁熱裹上並蓋上毛氈,用橡皮帶(dài)捆緊。隔熱保溫時間最少在三十分鍾之上。
塑料管在(zài)冬天電焊焊接工程施工時務必依照之上技(jì)術(shù)規範開展工程(chéng)施工,進而保證電焊焊接品質,另外還應當有效的安排電焊焊接時間,應盡可能將電焊焊接時間安排在每天氣溫高於-5攝氏度的時間段開展,當環境氣溫小於-5攝氏(shì)度時,此刻電焊焊接品質將無法保證,務必終止電焊焊接工作。
塑料管的(de)吹掃(sǎo)方法是什麽(me)
1.吹掃試(shì)驗的物(wù)質運用壓縮空氣,其溫度不適合超出40攝氏度。
2.在吹掃時,塑料管應與不相幹係統和已運(yùn)作係統防護,並應設定顯著標示,不可用閘閥防護。
3.調壓器、凝水缸、閘閥(fá)等設備不參加吹掃,待吹(chuī)掃達標後再安裝。
4.吹掃(sǎo)口(kǒu)應設在開闊地段,並選用結(jié)構加固對(duì)策;排氣口應開展接地解決。吹掃時需(xū)設(shè)安(ān)全性地區,吹掃出入口禁止站人。
5.吹掃空氣壓力不可(kě)超過0.3MPa。吹(chuī)掃氣體流速不適合低於20m/s,且不適合超過40m/s。
6.每次吃掃PE管的長度,應依據吹掃物質、壓力、氣量來明確,不適(shì)合超出500m。
7.當估測排氣無(wú)煙(yān)塵時(shí),應在排氣口設定白(bái)布或(huò)塗白漆木靶板檢(jiǎn)測,5min內靶上無塵土、塑料碎渣等髒物為達標。

13946958488
手機: 139-4695-8488 聯係人:陳經理
地址:安達市高速路橋下(xià)南側200米